ІЙУГКЦ№ӨлҠ»Ўәё�Ј¬¶СәёлpЭҒЖЖЛйҷC(jЁ©)ЭҒГжЈ¬ИЎөГБЛК©УГүЫГьЯ_(dЁў)10ӮҖ(gЁЁ)ФВ,ЖЖЛйКмБП15Иf(wЁӨn)ҮҚөДР§тһ(yЁӨn)���ЎЈ¶СәёТӘьc(diЁЈn)ИзПВЈә
(1)әё—lөДЯxУГЈәТӘЯxУГVT-TBM-60�����ЎўVT-TBM-61әН506әё—l�����Ј¬¶СәёЗ°��Ј¬°ҙәё—lК©УГХf(shuЁӯ)Гч��Ј¬Ңўәё—lәжұә�����Ј¬·ЕФЪұЈңШПдЦРӮдУГ����ЎЈ
(2)ЭҒГжҙлЦГ‘НБPЈәЭҒГжРЮҸН(fЁҙ)ҝЙ·ЦһйҫЦІҝЦұҪУСa(bЁі)әёәНХыуw”аёщәуХыуwСa(bЁі)әёғЙ·N·Ҫ·ЁЈ¬ТІҝЙЦ^КЗғЙӮҖ(gЁЁ)ҡvіМ��ЎЈСШЭҒҢ’ҳЛ(biЁЎo)өДДҝөДөДІ»ҫщ„тДҘ“pәН°Яјy���ЎўУІЩ|(zhЁ¬)ьc(diЁЈn)өДІ»ҫщ„тДҘ“pТФј°ЭҒГжөДХыуwДҘ“p���Ј¬ҝЙІЙј{ҫЦІҝРЮҸН(fЁҙ)·Ҫ·ЁЦұҪУСa(bЁі)әёЈ»ФЪоҚД©5-6ҙОЦұҪУСa(bЁі)әёТФәу����Ј¬УЙУЪҙЖЙнуwөДЦШБҝҸН(fЁҙ)ГЙКЬёЯ”Dүә‘Ә(yЁ©ng)БҰР§УГЈ¬ҹэәёОўБСјyІ»НЈ”U(kuЁ°)ҙу�����Ј¬ДҘЭҒұнГж•ю(huЁ¬)ФРУэ°l(fЁЎ)ЙъҝП¶ЁКЗәс¶ИөДОҜоDҢУ����Ј¬ҙЛ•r(shЁӘ)ИфФЩУГДНДҘРЮҸН(fЁҙ)әё—lЦұҪУСa(bЁі)әёЈ¬ТЧФРУэ°l(fЁЎ)ЙъҢУйgГ“Вд���Ј¬№КРиҢҰ(duЁ¬)ДҘЭҒұнГжОҜоDҢУҸШөЧЗеАнәуФЩЕeРРДНДҘҢУ¶Сәё��ЎЈІ»№ЬКЗЦұҪУСa(bЁі)әёХХЕfХыуw”аёщәуСa(bЁі)әё����Ј¬ДҘЭҒөДҲA¶ИХ`ІоәНғЙЭҒЦұҸҪХ`Іо¶јІ»ҝЛІ»ј°Я^(guЁ°)ҙу�����Ј¬·с„t•ю(huЁ¬)ТэЖрЭҒүәҷC(jЁ©)іМ¶ИХсКҺәНғЙДҘЭҒІ»ҫщ„тЭdәЙјУҙу�����ЎЈЗеАнЭҒГжОҜоDҢУ�����Ј¬ҝЙУГМј»ЎҡвЕЩЕeРРЗеАнЈ¬ТӘҢўЭҒГжөДОҜоDҢУЕЩғф���Ј¬К№ЭҒ?zhЁӨn)УВ¶іцДёІДҢУ��ЎЈ¶СәёЗ°����Ј¬ТӘ°ҙәё—lК©УГХf(shuЁӯ)Гч���Ј¬ҢҰ(duЁ¬)әё—lЕeРРәжұә�����Ј¬ҢҰ(duЁ¬)әёјюоA(yЁҙ)ҹб�����Ј¬әёәуҫҸАд��ЎЈ
(3)ТӘЯxУГ№ҰВКһй10З§·ь°ІТФЙПөДЦұБч»тХЯ20З§·ь°ІТФЙПөДҪ»БчлҠәёҷC(jЁ©)����ЎЈК©УГЦұБчәёҷC(jЁ©)ТӘ·ҙҪУ(әё—lҪУХэҳO)ЎЈ¶Сәё•r(shЁӘ)�Ј¬УГҪ»БчәёҷC(jЁ©)ТӘЗуҝХЭdлҠүә≥70VЈ¬лҠБч‘Ә(yЁ©ng)ХЖОХФЪ200A”[Іј��ЎЈИзҝХЭdлҠүәөНУЪ70V•r(shЁӘ)���Ј¬ТӘјУҙулҠБчЈ¬ТФәё—lәНДёІДідҢҚ(shЁӘ)ИЬәПһйңК(zhЁіn)��ЎЈәёөАҢ’¶ИәНёЯ¶ИөДұИАэТФ3:1һйәГ��ЎЈЯ@ҳУІЕХжХэәНДёІДИЫҪY(jiЁҰ)АО№М����Ј¬РОіЙЛщРиөДДНДҘЙзҲF(tuЁўn)ЎЈ
(4)¶СәёЦИРтРтј°әс¶ИЈәЭҒГжоA(yЁҙ)ҹбәу�����Ј¬ТӘПИУГ506әё—l¶Сәё1-3ҢУ���Ј¬ҢўЭҒХТҲA����ЎЈЦ®әуҫщ„төШ¶Сәё”ө(shЁҙ)ҢУD-667Ј¬өҪЯ_(dЁў)‘Ә(yЁ©ng)УРәс¶И�����ЎЈD-667әёҢУ¶СәёНкәу�����Ј¬ФЩ¶СәёТ»ҢУD-65��Ј¬¶Сәёәс¶Иһй3-5mm�����Ј»D-65әёҢУ¶Сәёәу����Ј¬ФЩУГD-65¶СәёТ»ҢУБиРО°ЯјyЎЈ(ЭҒГжДҘ“pөДФРУэ°l(fЁЎ)Йъ�Ј¬нҡН¬•r(shЁӘ)ҫЯӮдЖЖүДОпБПЛщРиөДүәБҰәНПаҢҰ(duЁ¬)УЪ»¬„У(dЁ°ng)ғЙӮҖ(gЁЁ)ТтЛШЎЈүәБҰУЙОпБПРФЩ|(zhЁ¬)ЛщӣQ¶Ё���Ј¬·ІКЗлyТФёДЧғ�����ЎЈ¶шНЁЯ^(guЁ°)ЭҒГж°ЯјyРОКҪҒн(lЁўi)ПчңpОпФЪ”DүәҡvіМЦРЕcЭҒГжөДПаҢҰ(duЁ¬)УЪ»¬„У(dЁ°ng)���Ј¬Э^ИЭТЧР©���ЎЈәЈғИ(nЁЁi)ФзЖЪК©УГөДИЛЧЦРО°Яјyлm„tДЬ¶фЦ№ОпБПөДҲAЦЬ»¬„У(dЁ°ng)Ј¬ө«ІўОҙЦЖјsҢҰ(duЁ¬)ОпБПФЪ”DүәҡvіМЦРөДЭSПт»¬„У(dЁ°ng)���Ј¬УИЖдФЪ”DүәоwБЈЭ^РЎөДОпБП•r(shЁӘ)����Ј¬ДҘ“pёьһйҫoҸҲ�����ЎЈЕcҙЛұИ”M����Ј¬ІЙУГБиРО°ЯјyЗТЦРйgјУУІЩ|(zhЁ¬)ьc(diЁЈn)өДЭҒГж���Ј¬ДНДҘРФһйЧоәГ��ЎЈ)БиРО°ЯјyөДЯ…йL(zhЁЈng)һй4-5cm�����Ј¬әёөАҢ’¶Иһй1cm”[Іј��Ј¬ёЯ¶Иһй4mm”[Іј�ЎЈёчДНДҘҢУөДәс¶ИТӘБҰЗуҫщ„тТ»ЦВЈ¬ТФК№”DүәЭҒФЪК©УГҡvіМЦРУАәгЯBҪY(jiЁҰ)ҲAРО�����ЎЈ
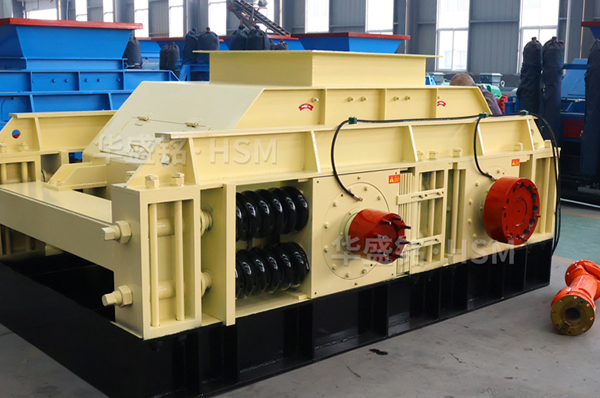
ТФЙПғИ(nЁЁi)ИЭУРИAКўг‘ҢҰ(duЁ¬)ЭҒЖЖЛйҷC(jЁ©)http://www.8100555.comМṩ�����ЎЈ